
01 | 化学氧化 工艺简介
化学氧化,通常也称为化学导电氧化;因为是采用铬酸阳极氧化,因此,有些氧化厂有称之为铬化;与普通阳极氧化相比,化学氧化,实在不需要通高压电的情况下,只需要把工件放入氧化液中浸泡即可,是一种纯化学反应。
铝工件在做了化学氧化之后,具体一定的防腐蚀性能,但同时又能保留工件表面的导电性能,另外,做了化学氧化,可以有效防止电磁信号的干扰。
1.1、化学氧化的常用基材:
铝及铝合金,常见的有:2A12、5052、6061、6063、7075等;
镁合金,镁合金通常做的阳极氧化,都是做化学氧化;
1.2、化学氧化的膜厚:
化学氧化的膜厚,通常在0.3-0.5μm之间;化学导电氧化,因为要求氧化膜很薄,因此,做化学氧化的速度要很快,通常在氧化液中反应短短的十多秒或几十秒即要立即拿出来。
1.3、导电氧化的作用:
1、导电性:可以保持良好的导电性能;
2、耐磨性:具有一定的耐磨性能;(很一般,千万别用硬物划一下测试)
3、耐腐蚀性:具有一定的耐腐蚀性能;
4、防电磁信号干扰;
1.4、化学氧化颜色:
对于大部分的氧化厂,通常做化学氧化,只能做本色(无色)的,只有极少部分的氧化厂,可以做彩色化学导电氧化(彩虹色、土黄色、金黄色);
化学氧化从色泽上分,有银白色化学氧化和彩色化学氧化,后者又可分为土黄色、彩虹色和金黄色导电氧化;
1、氧化膜无色透明,膜层厚度较薄,约为0.3~0.5μm,导电性良好,主要用于变形的铝制电器零件。
2、膜层厚约0.5μm,无色至彩虹色、深棕色,抗腐蚀性好,孔少。应用于不适于阳极氧化的较大部件或组合件。
3、氧化膜为金黄色和彩虹色,耐蚀性较好,适合用于铝合金焊接件的局部氧化。
4、氧化膜为彩虹色,膜薄,其导电性比2号配方更好,适合于要求有一定导电性的零件。
5、经化学氧化后,膜层需进行后处理填充一下。其后处理配方为:30~50g/LK2Cr2O7(或Na2Cr2O7)(CP级):90~95℃,5~10min。它通常用于喷漆工艺或电泳漆工艺的底层。
02 | 化学氧化 工艺流程
化学氧化的通用工艺流程:
铝工件→上挂具→脱脂/除油→水洗→碱蚀→水洗→出光→水洗→氧化→流水清洗→热水洗烫→热风吹干→40摄氏度下烘烤干燥(老化处理)→下挂具→质检→包装→发货;
注1:由于化学氧化膜呈无色透明,操作时膜的形成程度较难掌握,要以工艺规定时间为依据,溶液温度低于室温时需延长操作时间至60s左右,溶液温度超过室温时以l5~20s为妥。
注2:化学氧化,时常会碰到氧化膜附着力差,其原因可能有以下四点:1、氧化膜过厚(氧化时间过长导致);2、氧化溶液的浓度过大;3、氧化溶液的温度过高;4、氧化膜未经老化处理;
注3:化学氧化后,工件的导电性能差,主要原因是氧化膜过厚,其原因是氧化的时间过长。
03 | 化学氧化 收费标准说明
与普通阳极氧化一样,化学氧化的收费标准,通常也有下面三个标准:
1、最低消费/按挂收费:通常在80元-120元之间;
2、按件收费:通常对于小件,数量又很多的(至少上百件),氧化厂几乎都会按件来收费,范围大概在几毛钱到几块钱的都有;
3、按重量收费:对于大件或比较重的工件,通过按工件的重量收费,化学氧化的收费通常在10块钱/公斤;对于需要大面积的化学氧化工件,其加工难度很高,悠君做过32元/公斤的。
04 | 化学氧化 生产设备展示

目前,优镀网在深圳长期稳定合作,拥有化学氧化生产线的厂家有12家,都是手动的小件生产线;
另外,配套设施有:自动喷砂机8台,手动喷砂机15台;
05 | 化学氧化 检测设备展示
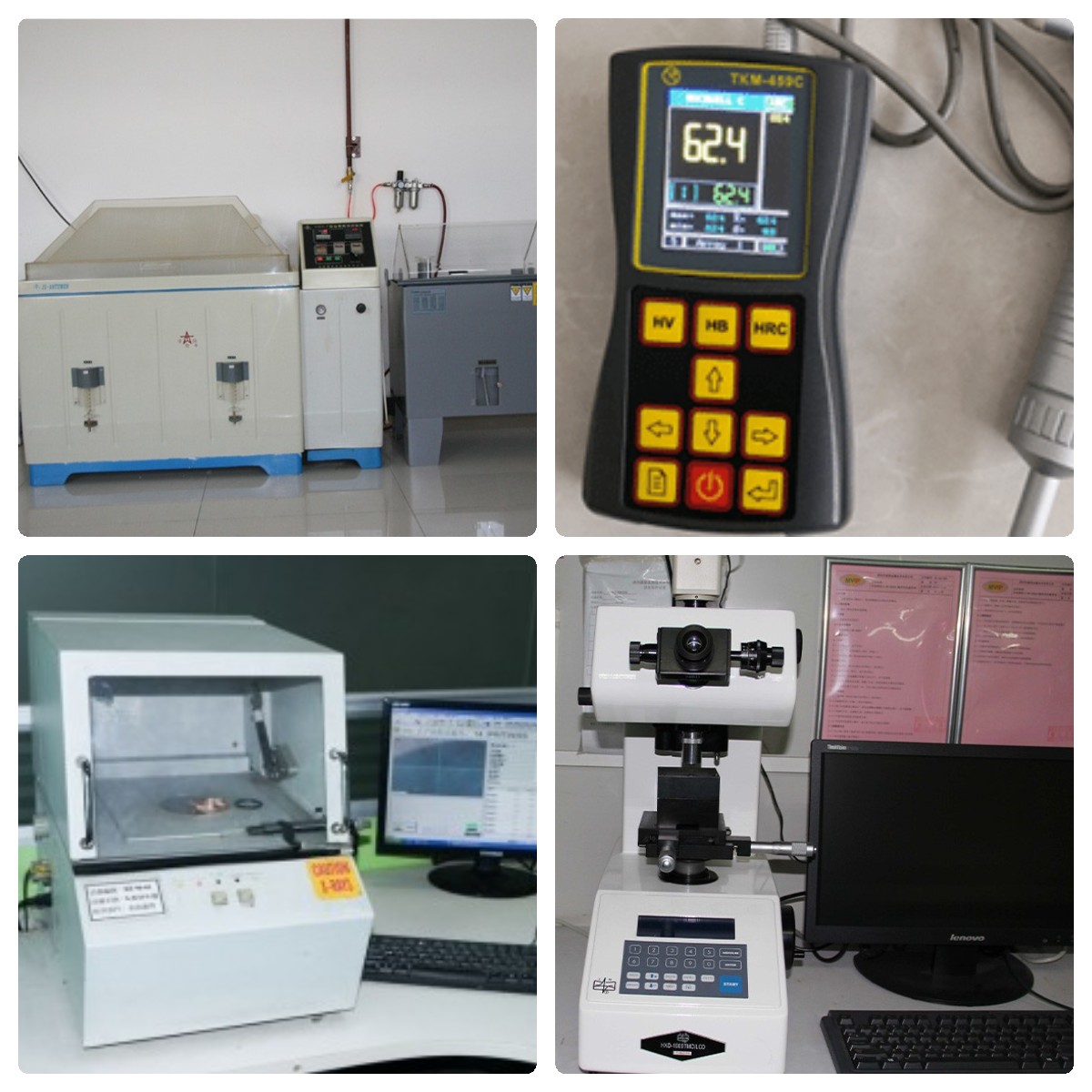
化学氧化质检设备主要包含:盐雾检测机、硬度检测仪、电阻测试仪等;
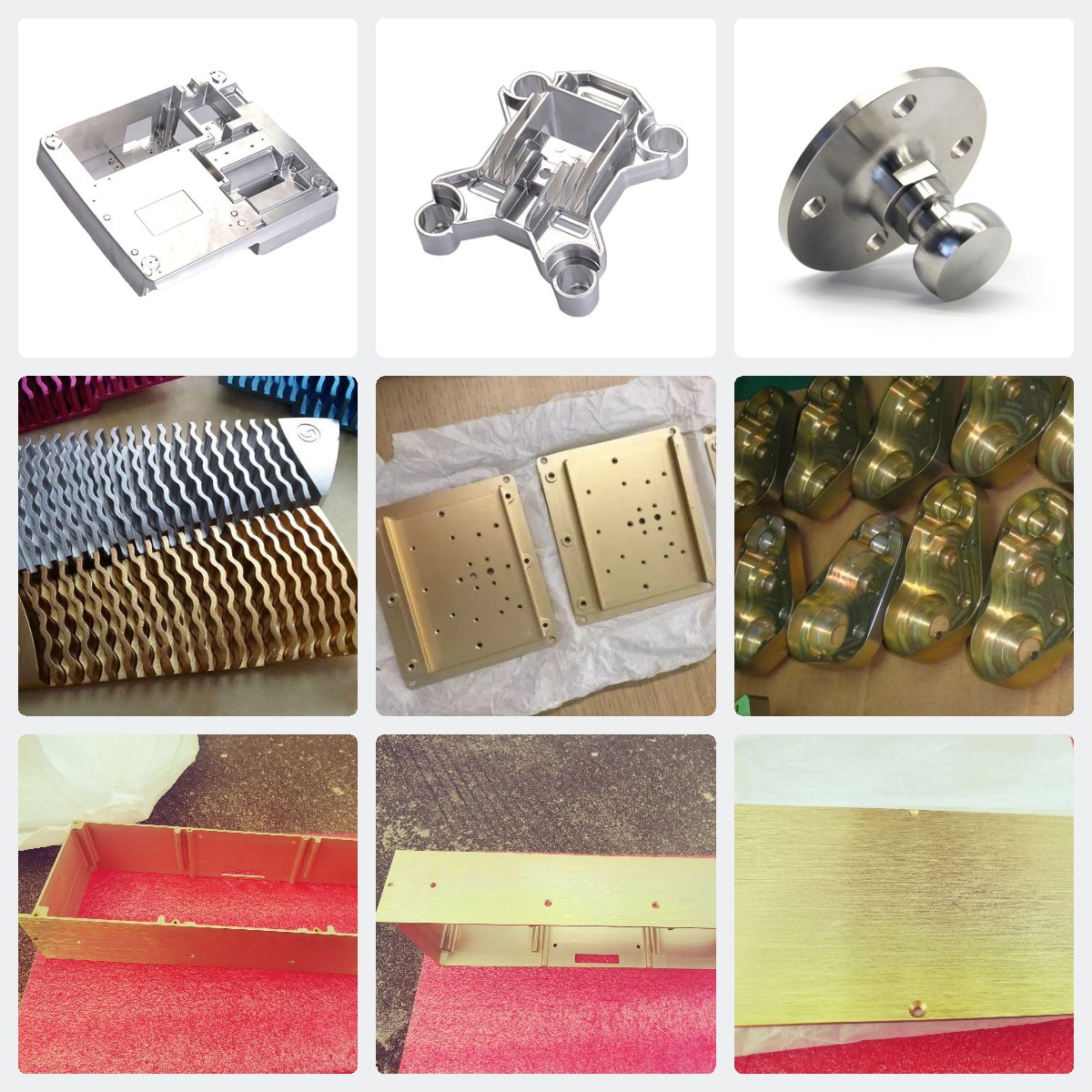
06 | 化学氧化 样品案例
07 | 联系我们
如果您需要做【化学氧化】,并且可以把工件寄到深圳来,请将工件寄到优镀网的深圳总部,详细如下:
收货地址:深圳市宝安区西乡索佳科技园A栋201,张在照,188-9877-8722;
谢谢!


评论(0)